So montieren Sie einen rahmenlosen Torquemotor mithilfe eines Thick-Bond-Line-Konzepts
In diesem Artikel wird am Beispiel des SlimTorq™ 85-24 Lite-Motors von Alva erklärt, wie ein Konzept mit dicken Bondlinien zur Montage eines rahmenlosen Torquemotors verwendet werden kann. Die Methode eignet sich ideal für Anwendungen, bei denen präzise mechanische Passungen nicht möglich sind oder bei denen Strukturklebstoffe mit hoher Leitfähigkeit aufgrund von Wärmemanagementanforderungen erforderlich sind.
May 28, 2025
Die korrekte Montage eines rahmenlosen Motors ist unerlässlich, um optimale Leistung, Haltbarkeit und thermische Effizienz zu gewährleisten – insbesondere in Anwendungen, die eine kompakte, leistungsstarke Motorintegration erfordern. Bei Alva entwickeln wir schlitzlose Motoren mit hohem Drehmoment für eine Vielzahl von Anwendungsfällen, darunter Kardanmotoren, Robotik und Luft- und Raumfahrtsysteme.
Was ist eine dicke Bondlinie?
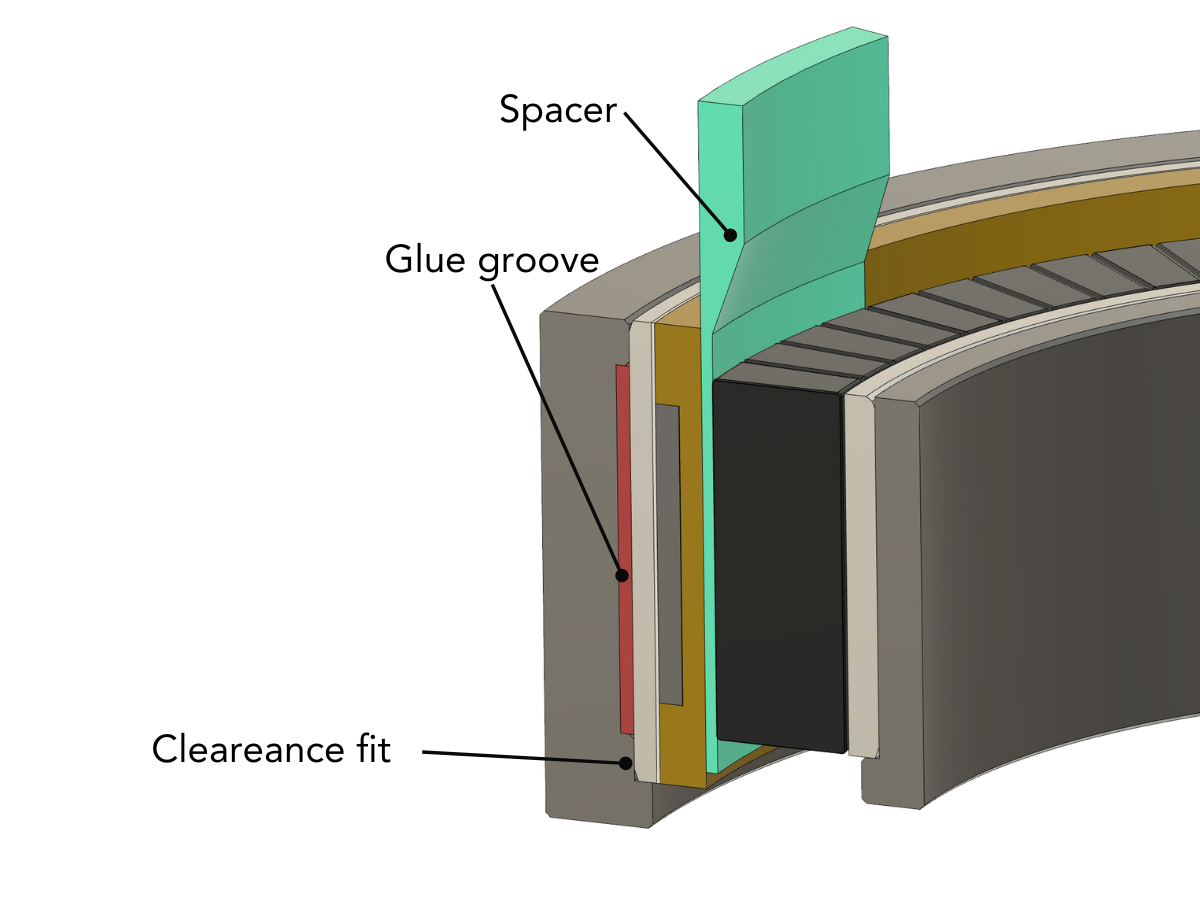
Das Konzept der Montage von dicken Klebelinien beinhaltet die Schaffung eines relativ großen Spalts – typischerweise mehrere Zehntel Millimeter zwischen:
- dem Außendurchmesser (OD) des Stators und des Statorgehäuses.
Dieser Ansatz ermöglicht die Verwendung von Strukturklebstoffen mit höherer Wärmeleitfähigkeit und bietet im Vergleich zu einer Methode mit dünnen Verbindungslinien eine größere Flexibilität bei der Klebstoffauswahl. Eine dickere Klebelinie kann besonders nützlich sein, wenn das Gehäuse mithilfe von Fertigungstechniken mit geringerer Präzision, wie mithilfe eines 3D-Drucks hergestellt wird.
Radiale und axiale Ausrichtung
Bei einer Montage mit dicken Klebelinien muss die Ausrichtung aktiv gewährleistet werden. Dies kann hauptsächlich auf zwei Arten erreicht werden:
- Teilweise ausrichtende Passform: Beibehaltung einer engeren Passform auf einem Teil der Oberfläche.
- Ausrichtvorrichtung oder Werkzeug: Halten Sie den Stator mithilfe einer Vorrichtung in der richtigen Position, während der Klebstoff aushärtet.
In unserer Demonstration verwenden wir ein Ausrichtwerkzeug, um den Stator auf der Lagerbohrung zu zentrieren. Diese Methode gleicht engere Toleranzen aus und ermöglicht eine genaue und wiederholbare Platzierung.
Der Stator kann zwar von einer Ausrichtungshilfe profitieren, wir empfehlen jedoch, den Rotor immer mithilfe von bearbeiteten Oberflächen auf der Welle auszurichten, da dies eine höhere Genauigkeit und Konsistenz bei der Endmontage gewährleistet.
Bewährte Verfahren zur Oberflächenvorbereitung
Eine gute Oberflächenvorbereitung ist für eine zuverlässige Haftung und eine langfristige Motorleistung unerlässlich. Bei Alva empfehlen wir die folgenden Schritte zur Oberflächenvorbereitung:
Für eloxiertes Aluminium (z. B. Stator-Außendurchmesser):
- Mit Isopropanolalkohol und einem fusselfreien Tuch reinigen.
- Die Oberfläche vollständig trocknen lassen.
Für blankes Aluminium (z. B. Statorgehäuse-ID):
- Mit Isopropanolalkohol reinigen, um Öle und Schmutz zu entfernen.
- Die Oberfläche mit Schleifpapier der Körnung 80 aufrauen.
- Erneut mit Isopropanol reinigen, um Schleifrückstände zu entfernen, und trocknen lassen.
Hinweis: Die Reinigung vor dem Schleifen verhindert, dass sich Öl und Verunreinigungen in der Oberfläche einlagern.
Die richtige Oberflächenvorbereitung gewährleistet eine starke Klebeverbindung und unterstützt eine bessere Wärmeleitfähigkeit an der gesamten geklebten Oberfläche.
Thermische Überlegungen bei dicken Bondlinien
Der Wärmewiderstand einer Klebeverbindung wird durch die Wärmeleitfähigkeit des Klebstoffs und die Dicke der Klebelinie bestimmt.
- Eine dünne Verbindungslinie unter Verwendung eines Standardklebers kann eine ähnliche Wärmebeständigkeit erreichen wie eine dickere Verbindungslinie, die einen Klebstoff mit hoher Leitfähigkeit verwendet.
- Der kritischste Faktor ist die Beseitigung luftgefüllter Hohlräume, die die Wärmeübertragung stark beeinträchtigen.
Unabhängig von der Dicke der Klebelinie ist die Sicherstellung einer vollständigen Klebstoffabdeckung der Schlüssel zur Optimierung der thermischen Leistung in jeder rahmenlosen Torquemotor-Integration.
Schrittweise Montage: Stator an Gehäuse
In unserer Demonstration mit dem SlimTorq™ 85-24-Liter-Motor, zur Montage des Stators in das Gehäuse wenden wir die Dickklebeverbindungsmethode an:
- Erste Reinigung
- Reinigen Sie den Stator-Außendurchmesser und den Gehäuse-Innendurchmesser mit Isopropanol und einem fusselfreien Tuch.
- Aufrauen der Oberfläche
- Die Innenseite des Statorgehäuses mit Schleifpapier der Körnung 80 aufrauen.
- Endreinigung
- Beide Oberflächen erneut reinigen und vollständig trocknen lassen.
- Klebstoffapplikation (Gehäuse)
- Eine Schicht wärmeleitenden Strukturklebers gleichmäßig auf die Innenseite des Gehäuses auftragen.
- Aufbau der Montage
- Das Gehäuse auf dem Ausrichtwerkzeug positionieren, um den Stator genau zu platzieren.
- Klebstoffauftrag (Stator)
- Den Klebstoff gleichmäßig auf den Außendurchmesser des Stators auftragen, um eine vollständige Oberflächenabdeckung zu gewährleisten.
- Montage
- Den Stator mithilfe des Ausrichtwerkzeugs in das Gehäuse einsetzen.
- Letzter Schritt
- Überschüssigen Klebstoff abwischen und den Klebstoff aushärten lassen.
- Endgültige Entfernung
- Nach dem Aushärten das Ausrichtungswerkzeug entfernen. Der Stator ist jetzt sicher montiert und kann mit Rotor und Welle zusammengebaut werden.
Stellen Sie sicher, dass Ihr Design das Herausdrücken von Klebstoff ermöglicht und verhindert, dass Klebstoff in empfindliche Bereiche wie Kugellager gelangt.
Warum sollte eine dicke Klebelinie verwendet werden?
Die Thick-Bond-Line-Methode eignet sich gut für Ingenieure und Systemintegratoren, die mit folgenden Themen arbeiten:
- Kardanmotoren
- rahmenlose, schlitzlose oder geschlitzte Motoren
- kundenspezifische Gehäuse oder mechanische Teile mit geringen Toleranzen
- Anwendungen, für die thermische Klebstoffe erforderlich sind
Diese Methode gewährleistet:
- hohe Flexibilität bei der Klebstoffauswahl
- gute mechanische Stabilität auch bei größeren Klebespalten
- thermische Effizienz in Kombination mit einem Klebstoff mit hoher Leitfähigkeit
- präzise Ausrichtung mit Vorrichtungen oder Vorrichtungen
Kontakt
Nicolas Giraudo
Kaufmännischer Leiter
Fossegrenda 1, 7038 Trondheim, Norwegen

Alle Rechte vorbehalten ©2025