So montieren Sie einen rahmenlosen Torquemotor mithilfe eines Thin-Bond-Line-Konzepts
In diesem Artikel wird die Methode zur Montage dünner Verbindungslinien vorgestellt, die mit dem SlimTorq™-Motor von Alva mit 130 mm Außendurchmesser in der Max-Version (STM-130-27-M) demonstriert wurde. Diese Methode ist eine von mehreren Montageoptionen, die in unserer Videoserie mit Anleitungen behandelt werden. Sie können sich auch das vollständige Video ansehen, um eine vollständige Anleitung zum Vorgang zu erhalten.
May 14, 2025
Die korrekte Montage eines rahmenlosen Motors ist unerlässlich, um optimale Leistung, Haltbarkeit und thermische Effizienz zu gewährleisten – insbesondere in Anwendungen, die eine kompakte, leistungsstarke Motorintegration erfordern. Bei Alva entwickeln wir schlitzlose Motoren mit hohem Drehmoment für eine Vielzahl von Anwendungsfällen, darunter Kardanmotoren, Robotik und Luft- und Raumfahrtsysteme.
Was ist eine dünne Bondlinie?
Das Konzept der Montage dünner Klebelinien beinhaltet die Herstellung einer engen Verbindung zwischen:
- dem Außendurchmesser (OD) des Stators und des Motorgehäuses oder
- dem Innendurchmesser (ID) des Rotors und der Welle.
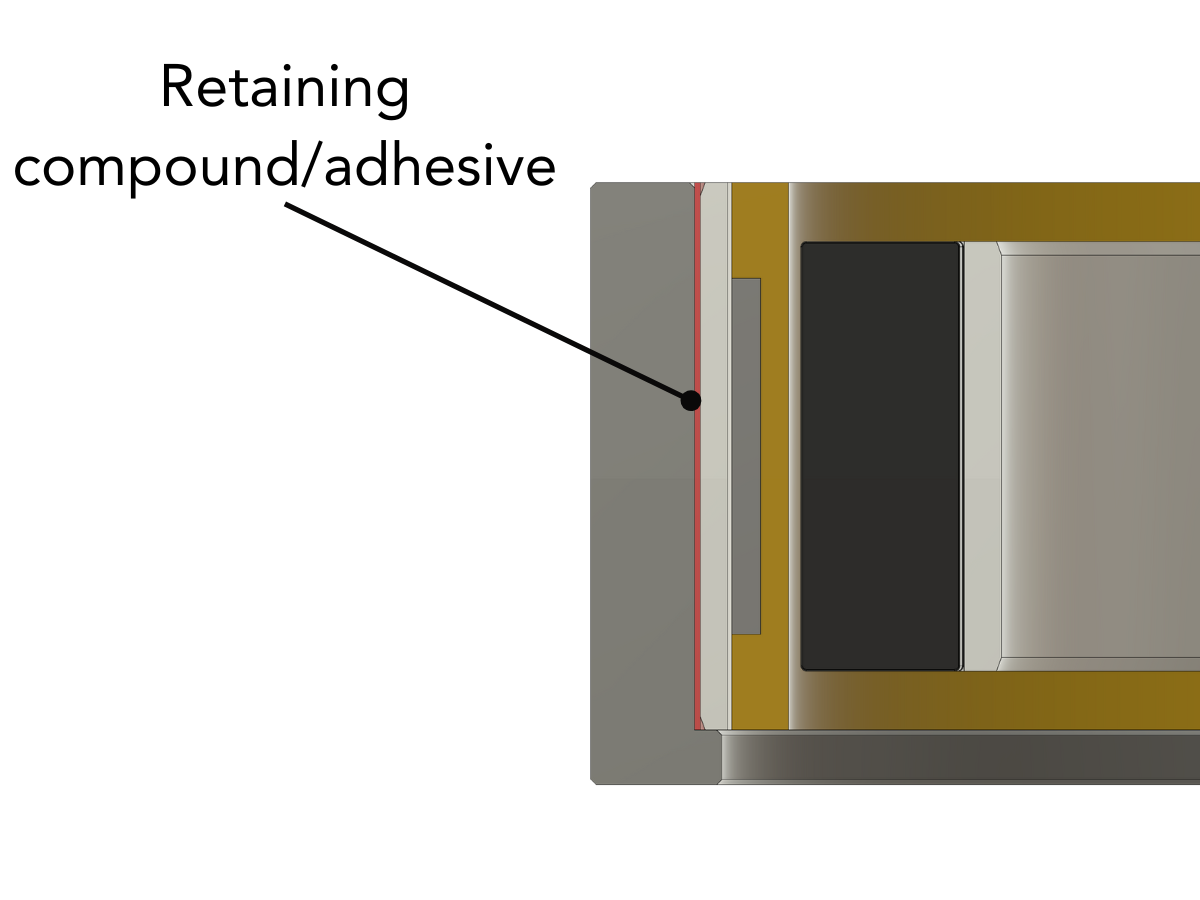
Die Passform sollte eine enge Freiraum- oder Übergangspassform sein. Dadurch wird eine gute radiale Ausrichtung gewährleistet, ohne dass beim Aushärten mechanische Befestigungselemente oder komplizierte Vorrichtungen erforderlich sind. Der Schlüssel zum Verfahren mit dünnen Verbindungslinien liegt in der Verwendung von Haftverbindungen wie Loctite 638 oder 648, bei denen es sich um speziell formulierte Klebstoffe für die Verklebung zylindrischer, eng anliegender Bauteile handelt.
Radiale und axiale Ausrichtung
Bei einer gut ausgeführten Montage aus dünnen Klebelinien hat die Montage in der Regel zwei wichtige Hauptvorteile:
- Die radiale Ausrichtung wird durch die enge Passung zwischen den Komponenten erreicht.
- Die axiale Ausrichtung wird durch eine harte Anschlageinrichtung entweder am Statorgehäuse oder an der Rotorwelle aufrechterhalten.
Es ist wichtig, dass der harte Anschlag nur Kontakt mit dem äußeren Aluminiumring des Stators oder dem inneren Aluminiumring des Rotors hat. Jede bei der Montage ausgeübte Kraft sollte durch diese Ringe geleitet werden, um Schäden an anderen Teilen des Motors (z. B. am Verguss der Wicklungen) zu vermeiden.
Bewährte Verfahren zur Oberflächenvorbereitung
Eine gute Oberflächenvorbereitung ist für eine zuverlässige Haftung und eine langfristige Motorleistung unerlässlich. Bei Alva empfehlen wir, die folgenden Schritte zur Oberflächenvorbereitung zu befolgen:
Für eloxiertes Aluminium (z. B. Stator-Außendurchmesser):
- Mit Isopropanolalkohol und einem fusselfreien Tuch reinigen.
- Die Oberfläche vollständig trocknen lassen.
Für blankes Aluminium (z. B. Rotor-ID):
- Zuerst mit Isopropanol reinigen, um alle Öle oder Verunreinigungen zu entfernen.
- Die Oberfläche mit Schleifpapier der Körnung 80 aufrauen, um die Haftung zu verbessern.
- Erneut mit Isopropanol reinigen, um Schleifrückstände zu entfernen, und trocknen lassen.
Hinweis: Das Reinigen vor dem Schleifen verhindert, dass Öl in die Metalloberfläche gedrückt wird.
Die richtige Oberflächenvorbereitung verbessert sowohl die Haftfestigkeit als auch die thermische Leistung des Motors. Klebstoffe sind deutlich wärmeleitfähiger als Luft. Wenn Sie also den Spalt zwischen Stator und Gehäuse füllen, werden Lufteinschlüsse vermieden und die Wärmeübertragung verbessert.
Schrittweise Montage: Rotor an Welle
In unserer Demonstration mit dem SlimTorq™-Motor wenden wir die Methode der dünnen Verbindungslinie an, um den Rotor an der Welle zu befestigen:
- Erste Reinigung
Sowohl den Außendurchmesser als auch den Rotor-Innendurchmesser mit Isopropanol und einem fusselfreien Tuch reinigen.
- Die Oberfläche aufrauen.
Schleifpapier der Körnung 80 verwenden, um ein raues Oberflächenprofil zu erstellen. - Endreinigung
Erneut mit Isopropanol reinigen, um Staub zu entfernen, und trocknen lassen. - Klebstoffapplikation
Eine dünne Schicht Loctite 638 auf beide Oberflächen auftragen. - Montage
Den Rotor vorsichtig mit einer manuellen Presse und einem Adapter auf die Welle drücken. - Letzter Schritt
Überschüssigen Klebstoff abwischen.
Das Ergebnis ist eine saubere, sichere Verbindung, die einen zuverlässigen mechanischen und thermischen Kontakt zwischen den Komponenten gewährleistet. Der Rotor ist jetzt fest an seinem Platz und bereit für die nächsten Schritte bei der Montage des rahmenlosen Torquemotors.
Warum sollte eine dünne Verbindungslinie verwendet werden?
Das Thin-Bond-Line-Verfahren ist ideal für Ingenieure und Integratoren, die mit gehäuselosen, schlitzlosen Motoren in folgenden Anwendungen arbeiten:
- Kardanmotoren
- Robotergelenke
- Luft- und Raumfahrt Systeme
- Präzisionsaktuatoren
Diese Methode gewährleistet:
- hohe Ausrichtungspräzision
- minimalen thermischen Widerstand
- starke, stabile mechanische Bindung
- keine mechanischen Befestigungen oder schwere Vorrichtungen erforderlich
Sehen Sie sich das ganze Video an
Sehen Sie sich die vollständige schrittweise Demonstration in unserem Video-Tutorial hier an.
Entdecken Sie die rahmenlosen Motoren von Alva
Bei Alva entwickeln und fertigen wir schlitzlose, rahmenlose Torquemotoren unter Verwendung unserer firmeneigenen FiberPrinting™-Technologie. Unsere SlimTorq™-Serie bietet eine hohe Drehmomentdichte, große Durchgangslöcher und kein Rastverhalten – ideal für dynamische, leichte Systeme.
Nutzen Sie unser Tool zur Produktauswahl, um den richtigen Motor für Ihre Anwendung zu finden.
Haben Sie Fragen? Besuchen Sie www.alvaindustries.com oder setzen Sie sich mit unserem Engineering-Team in Verbindung.
Kontakt
Nicolas Giraudo
Kaufmännischer Leiter
Fossegrenda 1, 7038 Trondheim, Norwegen

Alle Rechte vorbehalten ©2025